
Introduction of UNS N07750(InconelX-750)
Tech Center 2025-08-17 338
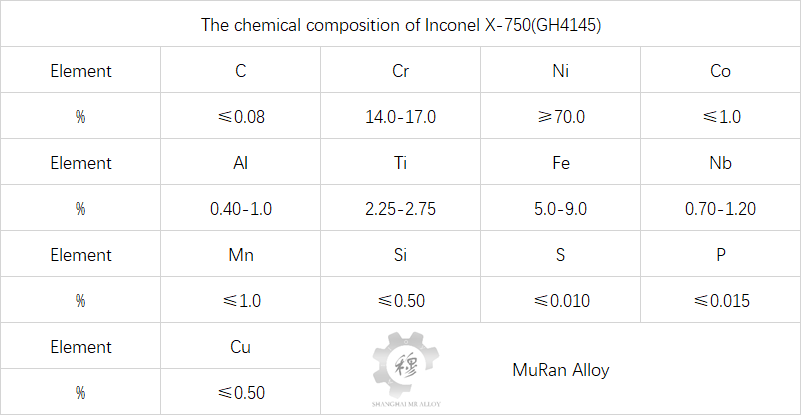
Introduction of UNS N07750 (InconelX-750) Nickel-based Superalloy
UNS N07750 (InconelX-750) alloy is mainly a nickel-based superalloy strengthened by aging with γ”[Ni3(Al,Ti,Nb)] phase. This alloy has excellent corrosion and oxidation resistance below 980℃, high strength below 800℃, and good relaxation below 540℃. It is mainly used to manufacture corrosion-resistant rings, structural components, bolts and other parts of aero engines that operate below 800℃ and require high strength. Research on this alloy in China started relatively late, beginning in the late 1970s. Over the past 40-plus years, the research has mainly focused on the composition trial production of the alloy, smelting, and the cold working process of bar, wire and large-diameter tube products. UNS N07750 (InconelX-750) alloy exhibits excellent corrosion and oxidation resistance below 980 ℃, high strength below 800 ℃, good creep resistance below 700 ℃, and good relaxation resistance below 540 ℃. Therefore, this alloy has been widely used as fastening bolts for components such as turbine cylinders, main valves, and flanges in subcritical units. Currently, this material is also being used to make fastening bolts for ultra-critical units with a capacity of over 600 MW, and its maximum operating temperature can reach 677 ℃.
Process Performance and Requirements of UNS N07750 (InconelX-750)
1) Formability: Alloys are easy to form within the forging temperature range of 1220 to 950℃. For billet forging of steel ingots, the heating temperature can be up to 1200℃. To ensure that the final forgings or bars have good microstructure and properties, the subsequent forging heating temperature should be carried out at the corresponding lower temperature. The final forging temperature should not be lower than 950 ° C. This alloy should undergo solution treatment after the intense forming process.
2) Welding performance: The alloy has good welding performance and can be welded in various ways. However, it is relatively difficult to perform fusion welding on parts with large cross-sections, while it has better welding performance for parts with small cross-sections and thin plates. Welding must be carried out after annealing or solution treatment. Stress relief treatment should be performed after welding, using a holding time of 980℃ for 0.5 hours or 900℃ for 2 hours. The welded assembly is then subjected to aging treatment to achieve a strength approximately in a fully heat-treated state.
3) Heat treatment process of parts: The heat treatment of parts should be carried out in a neutral or reducing atmosphere free of sulfur to prevent sulfidation. Parts should avoid “hot and cold” treatment between 870 and 650℃. For large cross-section parts, to prevent cracks, they should be cooled in the air after solution treatment.
The above is an introduction to the UNS N07750 (InconelX-750) nickel-based alloy material and its properties. Our company’s official website (wellalloy.com) updates alloy information daily. Welcome to discuss with MuRan.